



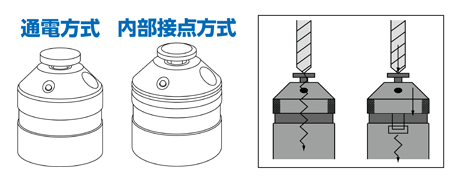
基準位置測定ツールの種類と特長
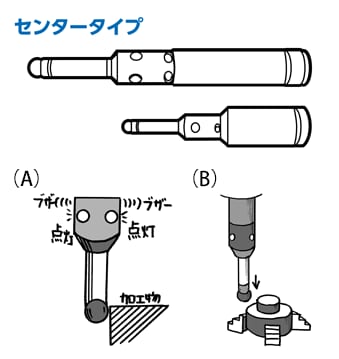
基準位置測定ツール
マシニングセンターやNCフライスでの加工物の基準位置測定をします。
特長
- (A)測定端子が加工物に接触した際、瞬時にランプの点灯やブザーが鳴ることで伝達します。
- 全周数ヵ所(メーカーによる)で確認できる赤いランプが付いています。
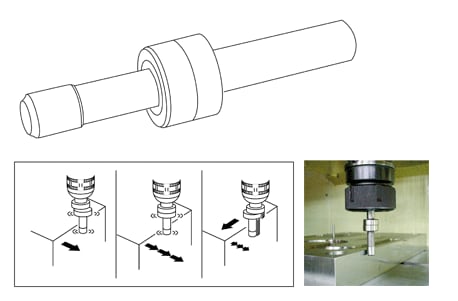
- (B)オーバーラン保護機構が付いています。
注意事項
切削油がかからないように使用してください。
オーバーラン保護機能は付いていますが過度なオーバーランは控えてください。
破損につながります。
切削油がかからないように使用してください。
オーバーラン保護機能は付いていますが過度なオーバーランは控えてください。
破損につながります。
作業の流れ
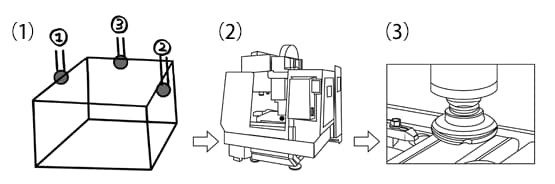
- 加工をする位置を求めるための基準となる位置を決めます。
- 機械に記憶します。
- 測定した基準の位置に基づいて本番の切削加工をします。
確認
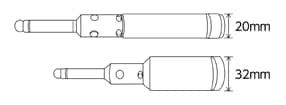
- シャンク径はφ20mm、φ32mmが用意されており、機械側のツールサイズに応じて選んでください。
- ランプ付きまたはブザー付かを確認してください。
- 通電性のある材料(加工物)に使用できます。
芯出しバー
特長
- 工作機械のX・Y軸の原点位置を検出します。
確認
- 先端径がφ4とφ10のどちらかを選んでください。
注意事項
切削油がかからないように使用してください。
許容回転数を厳守してください。
切削油がかからないように使用してください。
許容回転数を厳守してください。
刃先位置測定ツール
特長
- 刃先位置の基準位置測定に使用します。
ココミテvol.2より転載