



「m6 20 ネジ」の検索結果
特価
本日8月11日(月)は、モノタロウブランドの全商品がキャンペーンコード入力で通常価格より
10%
引き!
キャンペーンコード
000025250815
キャンペーンコードのご利用方法
※特価からの更なる割引はございません
関連キーワード









ステンレス製のサビに強い歯車です。
材質(本体)SUS303
ねじれ角45°
歯形並歯
精度等級JIS N9級(JIS B 1702-1:1998)相当品
歯直角圧力角20°
 CADデータあり
CADデータあり
種別平歯車
材質S45C
ねじ径-
表面処理黒染
圧力角(°)20
歯形並歯
精度等級JIS N8級(JIS B 1702-1:1998)、旧JIS 4級(JIS B 1702:1976)
歯面硬度194HB以下
歯面仕上げ切削
公差AH7
歯切基準面穴

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。
種別スパイラルギヤ
材質S45C
 CADデータあり
CADデータあり
モジュール2
種別平歯車
材質S45C
表面処理黒染
圧力角(°)20
歯形並歯
歯面仕上げ切削
歯切基準面穴(H7)
 CADデータあり
CADデータあり
歯数20
種別完成マイタ
材質S45C
付属品止めねじ
減速比1
表面処理黒染
圧力角(°)20
熱処理歯面高周波焼入れ
歯形グリーソン
精度等級JIS B 1704 4級
歯面硬度48~53HRC
歯面仕上げ切削
公差AH7
歯切基準面穴
歯先円すい角L49度48分
CADデータあり
KHKが独自に穴径、キー溝、取付け穴寸法を標準化した軸穴完成品です。
モジュール1.5
種別平歯車
材質S45C
表面処理黒染
圧力角(°)20
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級(相当品)
歯面硬度194HB以下
歯面仕上げ切削
公差AH7
歯切基準面穴(H7)
 CADデータあり
CADデータあり
歯数20
種別完成マイタ
材質S45C
付属品止めねじ
減速比1
表面処理黒染
圧力角(°)20
熱処理歯面高周波焼入れ
歯形グリーソン
精度等級JIS B 1704 4級
歯面硬度48~53HRC
歯面仕上げ切削
公差AH7
歯切基準面穴
歯先円すい角L49度48分

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。
種別ウォームホイール

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。※仕様変更(形状の変更)を予定している型式があります。ご注意ください。
種別平歯車
材質S45C

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。
種別平歯車
CADデータあり
歯数25
種別完成マイタ
材質S45C
付属品止めねじ
減速比1
表面処理黒染
圧力角(°)20
熱処理歯面高周波焼入れ
歯形グリーソン
精度等級JIS B 1704 4級
歯面硬度48~53HRC
歯面仕上げ切削
公差AH7
歯切基準面穴
歯先円すい角L48度51分
CADデータあり
歯数25
種別完成マイタ
材質S45C
付属品止めねじ
減速比1
形状BK
表面処理黒染
圧力角(°)20
熱処理歯面高周波焼入れ
歯形グリーソン
精度等級JIS B 1704 4級
歯面硬度50~60HRC
歯面仕上げ切削
公差AH7
歯切基準面穴
歯先円すい角L48度51分

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。
材質S45C
 CADデータあり
CADデータあり
KHKが独自に穴径、キー溝、取付け穴寸法を標準化した軸穴完成品です。
モジュール2.5
種別平歯車
材質S45C
表面処理黒染
圧力角(°)20
歯形並歯
歯面仕上げ切削
歯切基準面穴(H7)
 CADデータあり
CADデータあり
材質S45C
表面処理黒染
種別取り付け穴加工ラック
形状RD
圧力角(°)20
熱処理歪取り焼鈍
歯形並歯
精度等級KHK R001 4級
歯面硬度95HRB以下
歯面仕上げ切削
歯切基準面底面

モジュール4
歯数20
仕様追加工:不可
形状S1K
表面処理歯部以外黒染
圧力角(°)20
材料S45C
熱処理歯面高周波焼入れ
歯形並歯
精度等級JIS B 1702-1 N7 級
歯面硬度50~60HRC
歯研基準面穴(H7)
歯面仕上げ研削
バックラッシ(mm)下限:0.14、上限:0.24
歯幅E(mm)40
ボス径B(Φmm)65
ボス長F(mm)25
全長G(mm)65
歯先円直径D(Φmm)88
基準円直径C(Φmm)80
ねじ穴位置J(mm)12.5
モジュール4
歯数30
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.2、上限:0.44
歯幅E(mm)40
ボス径B(Φmm)100
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)128
基準円直径C(Φmm)120
ねじ穴位置J(mm)10
モジュール4
歯数15
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.18、上限:0.38
歯幅E(mm)40
ボス径B(Φmm)45
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)68
基準円直径C(Φmm)60
ねじ穴位置J(mm)10

・追加工せずにご使用できる完成品で、穴径も3種類用意しました。
材質S45C
歯数比1

・追加工せずに使える完成品です。強度、耐摩耗性に優れています。
材質SCM415
歯数20
歯数比1
モジュール4
歯数50
仕様追加工:可能
形状S2K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.24、上限:0.52
歯幅E(mm)40
ボス径B(Φmm)100
ボス長F(mm)16
全長G(mm)56
歯切基準面穴(H7)
ウェブ厚H(mm)26
リム径I(Φmm)158
歯先円直径D(Φmm)208
基準円直径C(Φmm)200
ねじ穴位置J(mm)8

・すぐばかさ歯車の普及品として、多くのお客様にご利用いただいております。
種別かさ歯車
材質S45C
CADデータあり
材質S45C
表面処理黒染
種別取り付け穴加工ラック
形状RD
圧力角(°)20
熱処理歪取り焼鈍
歯形並歯
精度等級KHK R001 4級
歯面硬度95HRB以下
歯面仕上げ切削
歯切基準面底面
モジュール4
歯数20
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.18、上限:0.38
歯幅E(mm)40
ボス径B(Φmm)65
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)88
基準円直径C(Φmm)80
ねじ穴位置J(mm)10
 CADデータあり
CADデータあり
歯数20
種別完成マイタ
材質S45C
付属品止めねじ
減速比1
形状BK
表面処理黒染
圧力角(°)20
熱処理歯面高周波焼入れ
歯形グリーソン
精度等級JIS B 1704 4級
歯面硬度48~53HRC
歯面仕上げ切削
公差AH7
歯切基準面穴
歯先円すい角L49度48分
モジュール5
歯数20
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.2、上限:0.44
歯幅E(mm)50
ボス径B(Φmm)82
ボス長F(mm)25
全長G(mm)75
歯切基準面穴(H7)
歯先円直径D(Φmm)110
基準円直径C(Φmm)100
ねじ穴位置J(mm)12.5

調質、歯面研削したラックで、精度、強度が優れています。
材質(本体)SCM440
圧力角(°)20
熱処理調質
歯形並歯
歯面硬度225~352HB
 CADデータあり
CADデータあり
モジュール2
歯幅(mm)20
材質S45C
表面処理黒染
種別取付穴加工ラック
形状RD
高さ(C)(mm)25
寸法E(mm)10
圧力角(°)20
歯形並歯
精度等級KHK R 001 4級 (相当品)
歯面硬度95HRB以下
歯面仕上げ切削
歯切基準面底面
歯幅B(mm)20
かみあい高さD(mm)23
使用ねじM6
モジュール5
歯数20
仕様追加工:不可
形状S1K
表面処理歯部以外黒染
圧力角(°)20
材料S45C
熱処理歯面高周波焼入れ
歯形並歯
精度等級JIS B 1702-1 N7 級
歯面硬度50~60HRC
歯研基準面穴(H7)
歯面仕上げ研削
バックラッシ(mm)下限:0.14、上限:0.26
歯幅E(mm)50
ボス径B(Φmm)82
ボス長F(mm)25
全長G(mm)75
歯先円直径D(Φmm)110
基準円直径C(Φmm)100
ねじ穴位置J(mm)12.5
 CADデータあり
CADデータあり
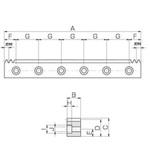
材質S45C
表面処理黒染
種別ラック
圧力角(°)20
取付穴数6
熱処理なし
歯形並歯
精度等級KHK R 001 4級
歯面硬度95HRB以下
歯面仕上げ切削
歯切基準面底面
取付穴ピッチ(mm)180
CADデータあり
モジュール2
歯幅(mm)20
材質S45C
表面処理歯部以外黒染
種別歯研ラック
形状RD
高さ(C)(mm)25
寸法E(mm)10
圧力角(°)20
熱処理歯面高周波焼入れ
歯形並歯
精度等級KHK R 001 3級 (相当品)
歯面硬度45~55HRC
歯面仕上げ研削
歯切基準面底面
歯幅B(mm)20
かみあい高さD(mm)23
使用ねじM6

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。
種別はすば歯車
材質SCM440
 CADデータあり
CADデータあり
材料にSUS304を採用し、サビの発生を嫌う食品機械等に最適です。
種別ラック
材質SUS304
形状RD
取付穴数6

・Jシリーズとは、標準歯車の下穴品をベースに穴径、キー溝、取付穴の寸法をKHK独自の規格でシリーズ化した製品です。・最新の機械設備をジャスト・イン・タイム生産ラインにより生産効率と品質を追求。・メーカーが行う追加工で信頼性の高い製品を提供します。
種別平歯車
材質ステンレス
モジュール4
歯数21
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.2、上限:0.44
歯幅E(mm)40
ボス径B(Φmm)69
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)92
基準円直径C(Φmm)84
ねじ穴位置J(mm)10
モジュール4
歯数18
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.18、上限:0.38
歯幅E(mm)40
ボス径B(Φmm)55
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)80
基準円直径C(Φmm)72
ねじ穴位置J(mm)10
モジュール4
歯数28
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.2、上限:0.44
歯幅E(mm)40
ボス径B(Φmm)95
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)120
基準円直径C(Φmm)112
ねじ穴位置J(mm)10
モジュール4
歯数25
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.2、上限:0.44
歯幅E(mm)40
ボス径B(Φmm)84
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)108
基準円直径C(Φmm)100
ねじ穴位置J(mm)10
モジュール4
歯数22
仕様追加工:可能
形状S1K
表面処理黒染
圧力角(°)20
材料S45C
熱処理なし
歯形並歯
精度等級JIS B 1702-1 N8 級
歯面硬度(194HB以下)
歯面仕上げ切削
バックラッシ(mm)下限:0.2、上限:0.44
歯幅E(mm)40
ボス径B(Φmm)73
ボス長F(mm)20
全長G(mm)60
歯切基準面穴(H7)
歯先円直径D(Φmm)96
基準円直径C(Φmm)88
ねじ穴位置J(mm)10
関連キーワード
1
2
3
4
5
6
次へ
