





切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。切れ刃長さにより2シリーズをラインナップ。AHU(L)10形:比較的切り込み量の少ない用途向けの多刃タイプ。AHU(L)15形:深切り込みも可能な高剛性タイプ。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。クーラント穴付。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
給油方式クーラント穴付
適合インサートJDMT1003○○R、JDMT1003○○R-FW、JDMT1003○○R-B5/C5、JDET1003○○R-FF、JDET100304R-FA


 動画あり
動画あり
「高能率」「低抵抗」「経済的4コーナ仕様」に加え、高送り工具の常識とされていた「削り残し」を削減!!次工程の負担を軽減します。
TD4Nは切刃形状を見直すことにより削り残しを削減。従来品に比べ次工程工具の負担を最大40%軽減することが可能です。
インサートの表と裏を使用可能にすることで一つのインサートで4コーナの使用を可能にしました。
インサートに大きなスクイ角を設けることで一般的なポジティブ形状のインサートと比べても優れた切削抵抗低減の効果を発揮します。
TD4Nは従来の高送り工具に比べ先端径を大きくすることにより加工底面に残りやすい削り残しの発生を抑えます。
また、半径方向の切込み(ae)を大きく設定できることから加工能率の向上にも有効です。
切りくずの噛み込みによる突発的なトラブルの発生を軽減します。また、さらなる加工能率の向上が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、工具鋼、プリハードン鋼、鋳鉄、焼入れ鋼の荒加工
エアー穴あり
関連資料サイズ表(124.18MB) 標準切削条件表(124.18MB)
適合インサートENMU0603ER-B/C、ENGU0603ER-C
動画あり
「高能率」「低抵抗」「経済的4コーナ仕様」に加え、高送り工具の常識とされていた「削り残し」を削減!!次工程の負担を軽減します。
TD4Nは切刃形状を見直すことにより削り残しを削減。従来品に比べ次工程工具の負担を最大40%軽減することが可能です。
インサートの表と裏を使用可能にすることで一つのインサートで4コーナの使用を可能にしました。
インサートに大きなスクイ角を設けることで一般的なポジティブ形状のインサートと比べても優れた切削抵抗低減の効果を発揮します。
TD4Nは従来の高送り工具に比べ先端径を大きくすることにより加工底面に残りやすい削り残しの発生を抑えます。
また、半径方向の切込み(ae)を大きく設定できることから加工能率の向上にも有効です。
切りくずの噛み込みによる突発的なトラブルの発生を軽減します。また、さらなる加工能率の向上が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、工具鋼、プリハードン鋼、鋳鉄、焼入れ鋼の荒加工
エアー穴あり
関連資料サイズ表(124.18MB) 標準切削条件表(124.18MB)
適合インサートENMU0603ER-B/C、ENGU0603ER-C


寸法a(mm)16.2
適合替刃・カッターA45D-4○○○R
寸法b(mm)28.5
寸法c(mm)11.0
1個
¥5,998
税込¥6,598
翌日出荷
 動画あり
動画あり
「高能率」「低抵抗」「経済的4コーナ仕様」に加え、高送り工具の常識とされていた「削り残し」を削減!!次工程の負担を軽減します。
TD4Nは切刃形状を見直すことにより削り残しを削減。従来品に比べ次工程工具の負担を最大40%軽減することが可能です。
インサートの表と裏を使用可能にすることで一つのインサートで4コーナの使用を可能にしました。
インサートに大きなスクイ角を設けることで一般的なポジティブ形状のインサートと比べても優れた切削抵抗低減の効果を発揮します。
TD4Nは従来の高送り工具に比べ先端径を大きくすることにより加工底面に残りやすい削り残しの発生を抑えます。
また、半径方向の切込み(ae)を大きく設定できることから加工能率の向上にも有効です。
切りくずの噛み込みによる突発的なトラブルの発生を軽減します。また、さらなる加工能率の向上が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、工具鋼、プリハードン鋼、鋳鉄、焼入れ鋼の荒加工
エアー穴あり
関連資料サイズ表(124.18MB) 標準切削条件表(124.18MB)
適合インサートENMU0603ER-B/C、ENGU0603ER-C




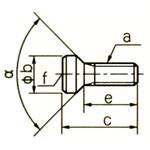
アルファ ボールエンドミル BR2P用クランプねじ。
関連資料サイズ表(124MB)


荒・中仕上げを問わず切削性能を向上させるねじれ切れ刃形状を採用し、かつ親子刃一体形状のインサートで操作性を向上させた刃先交換式仕上げ用工具アルファボールエンドミル BR2P形。ねじれ切れ刃形状を採用しました。従来品比で低減された切削抵抗がビビリ振動を抑制し、工具寿命を改善します。切込み量が増加しても切削抵抗の上昇を抑制し、スムーズな加工が可能です。インサートは親刃・子刃を一体化しました。親子2種類のインサートが必要であった従来品に比べ操作性に優れ、工具管理が容易です。ボディ・インサート共に剛性を向上した形状で、大物金型の荒加工において突発的な欠損を抑制し安定した加工が可能です。内部給油仕様(MTシャンク品を除く)で切り屑排出性を向上しました。
用途金型形状部の荒・中仕上げ加工。プレス金型における肉盛り溶接部の加工
関連資料サイズ表(124MB) 標準切削条件表(124MB) コーティング材種使い分け(124MB) B、C、Nブレーカの使い分け(124MB)
適合インサート(R刃)ZPET250R-□、(R刃 刃数)2、(外周刃)CPMT120408、(外周刃 刃数)2

荒・中仕上げを問わず切削性能を向上させるねじれ切れ刃形状を採用し、かつ親子刃一体形状のインサートで操作性を向上させた刃先交換式仕上げ用工具アルファボールエンドミル BR2P形。ねじれ切れ刃形状を採用しました。従来品比で低減された切削抵抗がビビリ振動を抑制し、工具寿命を改善します。切込み量が増加しても切削抵抗の上昇を抑制し、スムーズな加工が可能です。インサートは親刃・子刃を一体化しました。親子2種類のインサートが必要であった従来品に比べ操作性に優れ、工具管理が容易です。ボディ・インサート共に剛性を向上した形状で、大物金型の荒加工において突発的な欠損を抑制し安定した加工が可能です。内部給油仕様(MTシャンク品を除く)で切り屑排出性を向上しました。
用途金型形状部の荒・中仕上げ加工。プレス金型における肉盛り溶接部の加工
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサート(124MB) B、C、Nブレーカの使い分け(124MB)

寸法a(mm)80.0
適合替刃・カッターA45E-4○○○RA45E-5○○○RA45D-4○○○RSE90-4○○○R(○○)SE90-4080RSE90-4100RSE90-4125R
寸法b(mm)30.0
寸法c(mm)4.0
1個
¥779
税込¥857
翌日出荷


研ぎ付けブレーカの快削性により得られる高い加工寸法精度と、多刃仕様による高能率加工を両立し、かつ経済性に優れる刃先交換式仕上げ用工具アルファポリッシュミルVタイプ ASPVmini形。インサートに快削性を高めた研ぎ付けブレーカを採用しました。これにより壁面および底面ともに切削抵抗を低減し、工具突き出しが長い加工環境においても高い加工寸法精度を維持できます。小径多刃仕様で高能率加工が可能です。ソリッドエンドミルからの置き換えをご提案します。底面の仕上げ加工にも効果的です。インサート各Rサイズにワイパー刃付き形状をラインアップしており、底面仕上げ加工時の送りを上げることができます。
用途金型構造部の立壁・底面の仕上げ加工
関連資料サイズ表(124MB) 標準切削条件表(124MB)
適合インサートMPHT0402〇〇ZEL(-〇〇)

取付けR精度±0.01mm、ボール部先端から外周まで、高いR精度を示す仕上加工用 刃先交換式ボールエンドミル。モジュラーミルタイプ エアー穴付きを追加。S字の切れ味!強ねじれ刃形インサートで美しい仕上げ面。コーナでもびびりにくい。加工中に発生する切り粉をエアで飛ばすことで、切り粉の巻き込みによる加工面の割れや工具の突発的な欠損を防ぐ事が出来ます。
用途金型製作、部品加工用
関連資料サイズ表(124MB) 標準切削条件表(124MB) 強ねじれ刃形への切り替え対照表(124MB)

荒・中仕上げを問わず切削性能を向上させるねじれ切れ刃形状を採用し、かつ親子刃一体形状のインサートで操作性を向上させた刃先交換式仕上げ用工具アルファボールエンドミル BR2P形。ねじれ切れ刃形状を採用しました。従来品比で低減された切削抵抗がビビリ振動を抑制し、工具寿命を改善します。切込み量が増加しても切削抵抗の上昇を抑制し、スムーズな加工が可能です。インサートは親刃・子刃を一体化しました。親子2種類のインサートが必要であった従来品に比べ操作性に優れ、工具管理が容易です。ボディ・インサート共に剛性を向上した形状で、大物金型の荒加工において突発的な欠損を抑制し安定した加工が可能です。内部給油仕様(MTシャンク品を除く)で切り屑排出性を向上しました。
用途金型形状部の荒・中仕上げ加工。プレス金型における肉盛り溶接部の加工
関連資料サイズ表(124MB) 標準切削条件表(124MB) コーティング材種使い分け(124MB) B、C、Nブレーカの使い分け(124MB)

2枚刃 刃先交換式高精度仕上げ用ラジアスエンドミル。(取付け振れ精度 0.02mm以下)。モジュラーミルタイプ エアー穴付きを追加。高精度なボデーと取付けねじからなる独特のクランプ機構により、インサートを高精度かつ強固に取付けすることが可能です。加工中に発生する切り粉をエアで飛ばすことで、切り粉の巻き込みによる加工面の割れや工具の突発的な欠損を防ぐ事が出来ます。
用途中仕上、仕上加工用
関連資料サイズ表(124MB) 標準切削条件表(124MB) ねじれ刃形インサート(124MB) ねじれ刃形インサートの選択方法 (124MB) 一般刃形インサート(124MB)

切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。切れ刃長さにより2シリーズをラインナップ。AHU(L)10形:比較的切り込み量の少ない用途向けの多刃タイプ。AHU(L)15形:深切り込みも可能な高剛性タイプ。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。クーラント穴付。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
最大切込み量ap(mm)14(7)
給油方式クーラント穴付
適合インサートJDMT1505○○R、JDMT1505○○R-FW、JDMT150508R-TFW、JDMT1505○○R-B7/C7、JDET1505○○R-FF、JDET1505○○R-FA
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサートの使い分け(124MB) SD5010によるアルミニウム合金及び銅切削/HD7010インサートによるグラファイト及びアルミニウム合金鋳物切削条件(124MB) 突き出し量と切削領域(124MB)
切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。切れ刃長さにより2シリーズをラインナップ。AHU(L)10形:比較的切り込み量の少ない用途向けの多刃タイプ。AHU(L)15形:深切り込みも可能な高剛性タイプ。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。クーラント穴付。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
最大切込み量ap(mm)14(7)
給油方式クーラント穴付
適合インサートJDMT1505○○R、JDMT1505○○R-FW、JDMT150508R-TFW、JDMT1505○○R-B7/C7、JDET1505○○R-FF、JDET1505○○R-FA
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサートの使い分け(124MB) SD5010によるアルミニウム合金及び銅切削/HD7010インサートによるグラファイト及びアルミニウム合金鋳物切削条件(124MB) 突き出し量と切削領域(124MB)
切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。切れ刃長さにより2シリーズをラインナップ。AHU(L)10形:比較的切り込み量の少ない用途向けの多刃タイプ。AHU(L)15形:深切り込みも可能な高剛性タイプ。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。クーラント穴付。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
最大切込み量ap(mm)9(5)
給油方式クーラント穴付
適合インサートJDMT1003○○R、JDMT1003○○R-FW、JDMT1003○○R-B5/C5、JDET1003○○R-FF、JDET100304R-FA
切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。切れ刃長さにより2シリーズをラインナップ。AHU(L)10形:比較的切り込み量の少ない用途向けの多刃タイプ。AHU(L)15形:深切り込みも可能な高剛性タイプ。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。クーラント穴付。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
最大切込み量ap(mm)9(5)
給油方式クーラント穴付
適合インサートJDMT1003○○R、JDMT1003○○R-FW、JDMT1003○○R-B5/C5、JDET1003○○R-FF、JDET100304R-FA
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサートの使い分け(124MB) SD5010によるアルミニウム合金及び銅切削/HD7010インサートによるグラファイト及びアルミニウム合金鋳物切削条件(124MB) 突き出し量と切削領域(124MB)

荒・中仕上げを問わず切削性能を向上させるねじれ切れ刃形状を採用し、かつ親子刃一体形状のインサートで操作性を向上させた刃先交換式仕上げ用工具アルファボールエンドミル BR2P形。ねじれ切れ刃形状を採用しました。従来品比で低減された切削抵抗がビビリ振動を抑制し、工具寿命を改善します。切込み量が増加しても切削抵抗の上昇を抑制し、スムーズな加工が可能です。インサートは親刃・子刃を一体化しました。親子2種類のインサートが必要であった従来品に比べ操作性に優れ、工具管理が容易です。ボディ・インサート共に剛性を向上した形状で、大物金型の荒加工において突発的な欠損を抑制し安定した加工が可能です。内部給油仕様(MTシャンク品を除く)で切り屑排出性を向上しました。
用途金型形状部の荒・中仕上げ加工。プレス金型における肉盛り溶接部の加工
シャンク寸法MT5
ねじ寸法M(ドローねじ)M20
関連資料サイズ表(124MB) 標準切削条件表(124MB) コーティング材種使い分け(124MB) B、C、Nブレーカの使い分け(124MB)

切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
高さ(mm)50
最大切込み量ap(mm)14(7)
適合インサートJDMT1505○○R、JDMT1505○○R-FW、JDMT150508R-TFW、JDMT1505○○R-B7/C7、JDET1505○○R-FF、JDET1505○○R-FA
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサートの使い分け(124MB) SD5010によるアルミニウム合金及び銅切削/HD7010インサートによるグラファイト及びアルミニウム合金鋳物切削条件(124MB) 突き出し量と切削領域(124MB)
切れ味と刃先強度を兼ね備えたハイレーキ刃形の刃先交換式エンドミルです。 傾斜切削も可能な多機能形に進化しました。 一般鋼から難削材まで幅広く対応。タービンブレード加工に好適です。切れ刃長さにより2シリーズをラインナップ。AHU(L)10形:比較的切り込み量の少ない用途向けの多刃タイプ。AHU(L)15形:深切り込みも可能な高剛性タイプ。特殊鋼使用とポケット形状の最適化により従来品に比べ30%剛性アップしました。クーラント穴付。新開発インサート材種により長寿命、高速切削が可能です。
用途鋼、炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金、チタン・Ni基超耐熱合金の荒・中仕上加工
最大切込み量ap(mm)14(7)
給油方式クーラント穴付
適合インサートJDMT1505○○R、JDMT1505○○R-FW、JDMT150508R-TFW、JDMT1505○○R-B7/C7、JDET1505○○R-FF、JDET1505○○R-FA
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサートの使い分け(124MB) SD5010によるアルミニウム合金及び銅切削/HD7010インサートによるグラファイト及びアルミニウム合金鋳物切削条件(124MB) 突き出し量と切削領域(124MB)
『切削工具』には他にこんなカテゴリがあります

切削工具 の新着商品





申し訳ありません。通信エラーのため受信申し込みに失敗しました。お得なメールマガジンを受信するにはメールマガジンの登録方法をご覧ください。