



旋盤用チップ正方形の新着商品
「旋盤用チップ正方形の新着商品」です。モノタロウの取扱商品の中から新着商品を探すことができます。

密着強度・耐熱性を高めたコーティングと専用超硬母材により、耐摩耗性と耐欠損性の両立を実現しています。
コーティングMP7135適合被削材種M種チップ形状正方形
連続加工から断続加工まで幅広い加工形態をカバーするステンレス鋼加工のオールラウンダーとして加工能率改善を実現します。
コーティングMC7125適合被削材種M種チップ形状正方形
オーステナイト系ステンレス鋼の中型から大型の部品に対し、高速切削条件による加工時間短縮を実現します。
コーティングMC7115適合被削材種M種チップ形状正方形
密着強度・耐熱性を高めたコーティングと専用超硬母材により、耐摩耗性と耐欠損性の両立を実現しています。
コーティングMP7135適合被削材種M種チップ形状正方形
連続加工から断続加工まで幅広い加工形態をカバーするステンレス鋼加工のオールラウンダーとして加工能率改善を実現します。
コーティングMC7125適合被削材種M種チップ形状正方形
オーステナイト系ステンレス鋼の中型から大型の部品に対し、高速切削条件による加工時間短縮を実現します。
コーティングMC7115適合被削材種M種チップ形状正方形



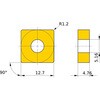
タンガロイチップ SNMG-SDM
形状正方形穴つき90°寸法L(mm)12.7寸法S(mm)4.76寸法D1(mm)5.16コーティングT6225寸法ap(mm)(max)4、(min)1RoHS指令(10物質対応)対応使用インサートネガティブタイプ寸法IC(mm)12.7寸法ft(mm)(max)0.5、(min)0.2

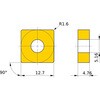
タンガロイチップ SNMG-SF
形状ひし形穴付55度寸法L(mm)12.7寸法S(mm)4.76寸法D1(mm)5.16コーティングT6225寸法ap(mm)(max)2.5、(min)0.8RoHS指令(10物質対応)対応使用インサートネガティブタイプ寸法IC(mm)12.7寸法ft(mm)(max)0.45、(min)0.05