



旋盤用の新着商品
「旋盤用の新着商品」です。モノタロウの取扱商品の中から新着商品を探すことができます。
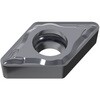
三菱マテリアル旋削用インサート(サーメット)
炭素鋼・合金鋼、軟鋼、ステンレス鋼の仕上げ切削用補間ブレーカ微小切込み、微小送り等の精密加工に適用。シャープな切れ刃と低抵抗ドットの組み合わせにより、切れ味が良好。
厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカFVコーナー高さ許容差(mm)±0.08-±0.18

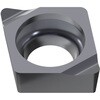
三菱マテリアル旋削用インサート(サーメット)
自動盤加工用に適した軽切削用ブレーカ平行ブレーカ。(G級E級で形状は異なります)低送りから中送り条件で切りくず処理良好。
厚さ許容差(mm)±0.025刃先形状マイナス交差のコーナR内接円許容差(mm)±0.025ブレーカSS穴の有無あり 一部円筒穴+片面取(40-60°)コーナー高さ許容差(mm)±0.025材種MP3115
三菱マテリアル旋削用インサート(サーメット)
仕上げ切削用ブレーカ切りくずの流れをコントロールするリードブレーカ。シャープな切れ刃で面粗さ良好。
内接円許容差(mm)±0.025コーナー高さ許容差(mm)±0.025

三菱マテリアル旋削用インサート(サーメット)
炭素鋼・合金鋼、軟鋼の仕上げ切削用第一推奨ブレーカコーナ先端のブレーカ突起により、微小切込み条件においても切りくずをコントロール。コーナ部の切れ刃強度を保ち、突発欠損を防止。
厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカFPコーナー高さ許容差(mm)±0.08-±0.18

三菱マテリアル旋削用インサート(サーメット)
炭素鋼・合金鋼、軟鋼、ステンレス鋼の軽切削用ワイパーインサート一般インサートと比較し、送り量を2倍に上げても加工面粗さを維持。ポジランド刃形で切れ味向上。
厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカSWコーナー高さ許容差(mm)±0.08-±0.18

三菱マテリアル旋削用インサート(サーメット)
炭素鋼・合金鋼、軟鋼の軽切削用第一推奨ブレーカ大きなすくい角により切れ味良好。インサートへの溶着を防止し、仕上げ面の白濁を抑制。最適化されたブレーカ突起により幅広い切りくず処理を実現。
勝手左厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカLPコーナー高さ許容差(mm)±0.08-±0.18

三菱マテリアル旋削用インサート(サーメット)
仕上げ切削用ブレーカ切りくずの流れをコントロールするリードブレーカ。低一中送り条件で切りくず処理良好。
形状正三角形厚さ許容差(mm)±0.13内接円許容差(mm)±0.025穴の有無あり 一部円筒穴+片面取(70-90°)コーナー高さ許容差(mm)±0.025材種MP3115頂角(°)60

三菱マテリアル旋削用インサート(サーメット)
自動盤加工用に適した中切削用ブレーカ汎用平行ブレーカ。(G級E級で形状は異なります)低送りから中送り条件で切りくず処理良好。
形状菱形55°厚さ許容差(mm)±0.025刃先形状マイナス交差のコーナR内接円許容差(mm)±0.025内接円(mm)9.525ブレーカSN穴の有無あり 一部円筒穴+片面取(40-60°)コーナー高さ許容差(mm)±0.025材種MP3115頂角(°)55

三菱マテリアル旋削用インサート(サーメット)
炭素鋼・合金鋼、軟鋼の中切削用第一推奨ブレーカフラットランドにより、高い耐摩耗性と耐欠損性を両立。広いチップポケットによって、高切込み条件でも切削抵抗の増加を抑制し、びびり振動や切りくず詰まりを低減。
厚さ許容差(mm)±0.13ブレーカMP

三菱マテリアル旋削用インサート(超硬コーティング)
ステンレス鋼の重切削用第一推奨ブレーカ。炭素鋼・合金鋼の重切削用補間ブレーカ。幅狭フラットランドで低抵抗。高い切りくず分断性を実現。
厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)19.05ブレーカHL穴の有無あり 円筒穴コーナー高さ許容差(mm)±0.08-±0.18材種MC6115逃げ角(°)0

三菱マテリアル旋削用インサート(超硬コーティング)
炭素鋼・合金鋼の荒切削用第一推奨ブレーカ。断続切削、黒皮切削に最適。最適なすくい角により、強靭な刃先と低切削抵抗を実現。
形状菱形80°勝手右厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)19.05ブレーカRPコーナー半径(mm)2.4穴の有無あり 円筒穴コーナー高さ許容差(mm)±0.08-±0.18頂角(°)80逃げ角(°)0

三菱マテリアル旋削用インサート(超硬コーティング)
炭素鋼・合金鋼、ステンレス鋼の重切削用補間ブレーカ。フラットランドで刃先強度と切れ味のバランスに優れる。
厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)19.05ブレーカHM穴の有無あり 円筒穴コーナー高さ許容差(mm)±0.08-±0.18材種MC6115逃げ角(°)0

三菱マテリアルGYシリーズ用インサートMY6125
MY6125(GYのみ):膜厚を厚くすることで耐摩耗性を大幅に向上させました。さらに、最新のコーティング技術「Super TOUGH-Grip」により、刃先の安定性も両立しています。
勝手Nコーティングコーテッド超硬コーナー数2

三菱マテリアル仕上げ加工用ブレーカ付きCBNインサート
BPブレーカ:切込み量0.3mm以下の条件において、優れた切りくず処理性を実現します。すくい角、ディンプル、ドット、ブレーカ壁の最適化により仕上げ領域で生成される薄く伸びやすい切りくずの排出を制御します。BC8220:(1)新たに開発した新特殊セラミックスPVDコーティングを採用。CBN焼結体との付着強度を向上させると共に、超多積層コーティングにより耐摩耗性と耐チッピング性を高いレベルで両立。(2)新開発超微粒・耐熱バインダーを採用することで、クレータ摩耗とチッピング・欠損を抑制し工具寿命を向上。(3)高速切削から断続度の大きい加工まで幅広く使用可能。
厚さ許容差(mm)±0.13刃先形状チャンファー及び丸の複合ホーニング刃内接円許容差(mm)±0.025ブレーカBPコーナー高さ許容差(mm)±0.025

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。_x000D_。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。_x000D_。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。_x000D_。高精度M級(外周無研削形)インサートにより、G級品に近い高精度と、M級品と同などの価格で経済的。_x000D_。低抵抗形。
用途倣い加工用_x000D_。中・大型金型の荒・中仕上げ加工_x000D_。内刃被削材鋼・ダクタイル鋳鉄・鋳鉄精度MコーティングMP1220ブレーカM

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。加工能率重視刃先強化タイプ。
用途多機能用形状特殊形状被削材鋼・ダクタイル鋳鉄・鋳鉄精度G勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.025コーティングMP1220ブレーカGM穴の有無0・特殊コーナー高さ許容差(mm)±0.025逃げ角(°)15

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。インサート座、インサート外周を平坦面とし、切削中のインサート回転を防止。また、内周刃の切削負荷と工具回転で発生する遠心力は丸形キーにより受け止め、インサートの動きを抑制。切れ刃を不等ピッチに配置し、共振しにくくしたことで、びびり振動を抑制。大きなすくい角をもつJSブレーカにより、切れ味が良く、切削送り量は約15%アップ可能。
用途多機能用形状円形被削材鋼・ダクタイル鋳鉄・鋳鉄精度M厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15コーティングMP1220ブレーカJS刃先丸ホーニング刃穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面逃げ角(°)11

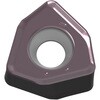
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。3次元曲面切れ刃と大きなすくい角の採用で、抜群の切れ味を示します。
用途肩削り用形状正方形内接円(mm)12.7穴の有無あり・一部円筒穴+片面(40-60°)ブレーカの有無片面頂角(°)90

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。縦刃の切削を進化させた、4コーナインサート。切りくず排出性を向上させる、1平面すくい刃。インサートの性能、ランピング加工と良好な仕上げ面を実現する、2面構造。インサート強度を増加させる凸形状。刃先強度優先。
用途多機能用形状長方形内接円許容差(mm)±0.025ブレーカM刃先丸ホーニング刃コーナー高さ許容差(mm)±0.025ブレーカの有無両面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。切れ味重視低抵抗タイプ。
用途多機能用形状特殊形状被削材鋼・ダクタイル鋳鉄・鋳鉄精度G勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.025コーティングMP1220ブレーカGLA穴の有無0・特殊コーナー高さ許容差(mm)±0.025逃げ角(°)15
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。ラピング加工に対応した逃げ面形状。独自逃げ面形状は、ネガインサートの経済性、高強度とポジインサートの切れ味、多機能性を融合。厚みを増すことでインサートの欠損および本体の破損を防止。
用途多機能用精度M勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15刃先丸ホーニング刃穴の有無あり・一部円筒穴+両面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無両面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。コーナチェンジの際に振れが発生しにくく、各切れ刃寿命のばらつきを低減します。底面の広い着座面と2カ所の回転止めにより、強固なクランプシステムを実現し、切削中にインサートが動くことを抑制します。中・高切込み加工時には切りくず流れとすくい方向を同一とすることで、低抵抗を実現します。オールラウンドタイプ。
用途多機能用形状円形刃先丸ホーニング刃穴の有無あり・一部円筒穴+片面(40-60°)ブレーカの有無片面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。独自開発「両面Z形状」インサートは従来ポジ・ネガいんさーとの特長を融合し、ネガ(両面)インサートながら低抵抗かつ切れ味のよさを実現しました。
用途正面削り用形状正方形逃げ角(°)0
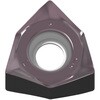
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。独自開発の「X形状」インサートは、高剛性で高品位な加工を実現。両面使用可能な6コーナをもつため、高い経済性を発揮。インサートに厚みを持たせることで、高剛性と優れた耐欠損性が実現。
用途肩削り用厚さ許容差(mm)±0.13穴の有無あり・一部円筒穴+両面(40-60°)ブレーカの有無両面逃げ角(°)0

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。インサート飛散防止機構の採用により、着座剛性が高く、高負荷条件下でも安定した切削が可能。簡単に高精度インサートをクランプできる、スクリューオン方式を採用。高精度の無研削形インサート。刃先強度が高く、切れ刃の安定性に優れている。
用途正面削り用。断続切削の多い加工。黒皮加工形状正方形精度M勝手勝手なし厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)13.4ブレーカJH刃先チャンファー及び丸の場合ホーニング刃コーナー半径(mm)1.5穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面ワイパー刃幅(mm)1.9頂角(°)90逃げ角(°)20
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。コーナチェンジの際に振れが発生しにくく、各切れ刃寿命のばらつきを低減します。底面の広い着座面と2カ所の回転止めにより、強固なクランプシステムを実現し、切削中にインサートが動くことを抑制します。中・高切込み加工時には切りくず流れとすくい方向を同一とすることで、低抵抗を実現します。刃先強化タイプ。
用途多機能用形状円形刃先丸ホーニング刃穴の有無あり・一部円筒穴+片面(40-60°)ブレーカの有無片面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。切込み角α・βをなす2段直線切れ刃とさらい刃の採用により、従来工具では考えられない高送り加工が可能。三角インサート形状により、ランピング、ヘリカル加工に最適。切れ味重視形ブレーカ。切れ味抜群。BT40やHSK63マシンにも対応。刃先すくい角を大きくして切れ味を大幅に向上。突き出し量が大きい場合や使用機械の剛性が十分でない場合など、びびり振動が発生しやすい加工に最適。
用途多機能用精度M勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカJM穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。_x000D_。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。_x000D_。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。_x000D_。刃先強化形状は信頼性が高く、中・荒加工に最適。_x000D_。インサートの外周を研削化することにより、精度が向上。
用途倣い加工用_x000D_。中・大型金型の荒・中仕上げ加工_x000D_。外刃被削材鋼・ダクタイル鋳鉄・鋳鉄精度GコーティングMP1220
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。突き加工以外にも、横送りや傾斜(切り下げ)加工が可能。大胆な凸曲面の切れ刃形状を採用した、低抵抗刃形により切れ味と強度を両立。
用途突き加工用形状菱形80°厚さ(mm)5.56被削材鋼・ダクタイル鋳鉄・鋳鉄精度M勝手勝手なし厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)12.7コーティングMP1220ブレーカM3刃先丸ホーニング刃穴の有無あり・一部円筒穴+片面(40-60°)寸法F1(mm)1.4コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面頂角(°)80逃げ角(°)11
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。両面使用でありながら低切削抵抗ダブルポジ刃形を採用し、多刃による高能率加工を実現します。従来品よりインサートを厚く設計することで、高送りなどの負荷がかかる加工に対応します。
用途正面削り用。オールラウンドタイプ形状等辺不等角六角形80°被削材鋼・ダクタイル鋳鉄・鋳鉄精度E勝手勝手なし厚さ許容差(mm)±0.025内接円許容差(mm)±0.025コーティングMP1220ブレーカM刃先丸ホーニング刃穴の有無あり・一部円筒穴+両面(40-60°)コーナー高さ許容差(mm)±0.025ブレーカの有無両面頂角(°)80逃げ角(°)0
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。コーナチェンジの際に振れが発生しにくく、各切れ刃寿命のばらつきを低減します。底面の広い着座面と2カ所の回転止めにより、強固なクランプシステムを実現し、切削中にインサートが動くことを抑制します。中・高切込み加工時には切りくず流れとすくい方向を同一とすることで、低抵抗を実現します。切れ味重視。低抵抗タイプ。
用途多機能用形状円形刃先丸ホーニング刃穴の有無あり・一部円筒穴+片面(40-60°)ブレーカの有無片面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。インサート座、インサート外周を平坦面とし、切削中のインサート回転を防止。また、内周刃の切削負荷と工具回転で発生する遠心力は丸形キーにより受け止め、インサートの動きを抑制。切れ刃を不等ピッチに配置し、共振しにくくしたことで、びびり振動を抑制。
用途多機能用形状円形被削材鋼・ダクタイル鋳鉄・鋳鉄精度M厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15コーティングMP1220刃先丸ホーニング刃穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無なし
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。インサート飛散防止機構の採用により、着座剛性が高く、高負荷条件下でも安定した切削が可能。簡単に高精度インサートをクランプできる、スクリューオン方式を採用。高精度の無研削形インサート。様々な被削材・切削条件に幅広く対応。
用途正面削り用。一般加工形状正方形精度M勝手勝手なし厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)13.4ブレーカJM刃先チャンファー及び丸の場合ホーニング刃コーナー半径(mm)1.5穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面ワイパー刃幅(mm)1.9頂角(°)90逃げ角(°)20

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。切込み角α・βをなす2段直線切れ刃とさらい刃の採用により、従来工具では考えられない高送り加工が可能。三角インサート形状により、ランピング、ヘリカル加工に最適。切れ味重視形ブレーカ。難削材加工用に最適化。主切れ刃の角度を難削材加工仕様に最適化し、シャープな切れ味で低抵抗を実現。最大切込み量はインサートサイズによって異なる。
用途多機能用精度M勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカJL穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。_x000D_。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。_x000D_。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。_x000D_。高精度M級(外周無研削形)インサートにより、G級品に近い高精度と、M級品と同などの価格で経済的。
用途倣い加工用_x000D_。中・大型金型の荒・中仕上げ加工_x000D_。外刃被削材鋼・ダクタイル鋳鉄・鋳鉄精度MコーティングMP1220ブレーカM
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。切込み角α・βをなす2段直線切れ刃とさらい刃の採用により、従来工具では考えられない高送り加工が可能。三角インサート形状により、ランピング、ヘリカル加工に最適。汎用形ブレーカ。一般加工用の第1推奨ブレーカ。上面フラットな形状で、切れ味と耐欠損性をバランス良く両立。あらゆる被削材・加工形態に柔軟に対応。
用途多機能用精度M勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカFT穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無なし

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。良好な仕上げ面を生み出す。
用途深切込み用精度M厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカJM穴の有無0・特殊コーナー高さ許容差(mm)±0.08-±0.18逃げ角(°)11
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。_x000D_。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。_x000D_。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。
用途座ぐり加工用形状菱形86°厚さ(mm)3.18被削材鋼・ダクタイル鋳鉄・鋳鉄精度M勝手勝手なし厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15内接円(mm)9.525コーティングMP1220コーナー半径(mm)0.8穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面頂角(°)86逃げ角(°)11
1セット(10個)
¥13,980税込¥15,378
翌々日出荷
三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。インサート飛散防止機構の採用により、着座剛性が高く、高負荷条件下でも安定した切削が可能。簡単に高精度インサートをクランプできる、スクリューオン方式を採用。精度の高い外周研削形インサート。大きなすくい角で、低抵抗。
用途正面削り用。被削材剛性の低い加工形状正方形精度E勝手勝手なし厚さ許容差(mm)±0.025内接円許容差(mm)±0.025内接円(mm)13.4ブレーカJL刃先丸ホーニング刃コーナー半径(mm)1.5穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.025ブレーカの有無片面ワイパー刃幅(mm)1.9頂角(°)90逃げ角(°)20

三菱マテリアル汎用ミーリング材種MP1200
多積層PVDコーティング。新多積層技術により、被膜組織をナノレベルで精密に制御し、耐摩耗性・耐熱性・耐溶着性を同時に高めました。さらに超硬母材との高い密着強度により、多様な被削材に安定した切削性能を発揮します。多種の膜層を積層化する新多積層技術の採用によりクラック進展を抑制し、従来技術よりも耐欠損性を飛躍的に向上することに成功しました。インサートは1種類のため、管理が容易です。コストに優れた無研削形汎用インサートです。いろいろな被削材、切削条件に幅広く対応します。
用途多機能用精度M勝手右勝手厚さ許容差(mm)±0.13内接円許容差(mm)±0.05-±0.15ブレーカM2刃先丸ホーニング刃コーナー半径(mm)0.8穴の有無あり・一部円筒穴+片面(40-60°)コーナー高さ許容差(mm)±0.08-±0.18ブレーカの有無片面