



- 工具の通販モノタロウ
- 切削工具・研磨材
- 切削工具
- フライスカッター
- 30ページ目
30ページ目: フライスカッター


新開発の超微粒子TiAINPVDコーティングは被削材を選ばず長い工具寿命と安定した加工ができます。標準径のボディに大径のヘッドが装着できます。加工径に合わせてボディ本体を持つ必要がなく、在庫が削減できます。新開発の自己拘束式クランプにより、ドリル本体を機械に取り付けたまま簡単迅速にヘッドが交換できます。
用途穴明け加工。
刃先径(Φmm)17
シャンク径(mm)20
有効長(mm)136
トラスコ品番621-3529
1個
¥46,980
税込¥51,678
30日以内出荷






先進の小型インサートを使用した刃先交換式エンドミルです。
3次元形状切刃のインサートとポケットデザインにより、小径サイズでも高能率な加工ができます。
ソリッドエンドミルの代替品として使用可能。
肩壁削り用【JDMTタイプインサート】と低切込み高送り用【EDMTタイプインサート】を同一のホルダで使用可能。
低抵抗快削形状インサートを採用。BT30相当の低動力小型工作機械に対応。
2コーナ仕様の経済的なインサート。
高硬度、防錆性に優れた環境配慮型の特殊表面処理をホルダに採用。
用途炭素鋼、合金鋼、ステンレス鋼、プリハードン鋼、焼入れ鋼、アルミニウム合金の荒・中仕上加工
給油方式クーラント穴付
関連資料サイズ表(124MB) 標準切削条件表(124MB) インサート(124MB)
適合インサートJDMT0702○○R、EDMT070220R(-T)








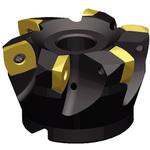
長寿命インサート&高剛性ボディにより超高能率加工が可能な高送りカッタ
新世代の超高送りカッタ
低抵抗切れ刃と多刃設計により驚異的な高能率加工を実現!
充実したラインナップは多種多様な加工に対応します。
刃数6
全長(mm)63
質量(kg)0.27
取付ねじM16
シャンク高さ(mm)22
切込み角度(°)17
エアー穴あり
切削径(Φmm)(1)33.6、(2)25.6
RoHS指令(10物質対応)対応
使用インサートLN□U03
機能長さ(mm)40
最大切込み(mm)1
最大切削径(Φmm)最大:40
フランジ径(Φmm)28.8
1個
¥69,980
税込¥76,978
4日以内出荷

長寿命インサート&高剛性ボディにより超高能率加工が可能な高送りカッタ
新世代の超高送りカッタ
低抵抗切れ刃と多刃設計により驚異的な高能率加工を実現!
充実したラインナップは多種多様な加工に対応します。
最大切込み(mm)1
使用インサートLN□U03
RoHS指令(10物質対応)対応



電気ドリルで厚さ2mm迄の材料に適します。
シート及びチューブの穴あけは僅か数秒でOK。
0.2mm厚のステンレス板でもクランプ(止め金)不要です。
プラスチック、風防ガラス、デコラ等でも欠けたり割れたりしないで、完全な穴があけられます。
下穴不要で裏バリがでません。
ワッシャーを使えば、お望みの径の穴をほぼ正確にあけられます。

電気ドリルで厚さ2mm迄の材料に適します。
シート及びチューブの穴あけは僅か数秒でOK。
0.2mm厚のステンレス板でもクランプ(止め金)不要です。
プラスチック、風防ガラス、デコラ等でも欠けたり割れたりしないで、完全な穴があけられます。
下穴不要で裏バリがでません。
ワッシャーを使えば、お望みの径の穴をほぼ正確にあけられます。

12”アーバーエクステンション。
用途7/16”用。
適合機種53070・53075
モデル番号:D-969
1個
¥5,898
税込¥6,488
翌々日出荷


鋳鉄加工用。16コーナー使用。コーナー当たりのコスト削減。Ap1最大=5.5mm。スクリューオンクランプ
切込みap(mm)5.5

優れた壁面および表面仕上げ能力。ステップダウン加工に最良の選択。切削抵抗を低減するハイポジブレーカー。両面4コーナー使用。シェルミル。11タイプ
最大切込深さ(mm)11

優れた壁面および表面仕上げ能力。ステップダウン加工に最良の選択。切削抵抗を低減するハイポジブレーカー。両面4コーナー使用。ウェルドンシャンク。11タイプ
最大切込深さ(mm)11

優れた壁面および表面仕上げ能力。ステップダウン加工に最良の選択。切削抵抗を低減するハイポジブレーカー。両面4コーナー使用。ストレートシャンク。11タイプ
最大切込深さ(mm)11

アルミニウム合金の高速プロファイル及びポケット加工用。スルークーラント。HSK63A
全長L(mm)133
最大切込深さ(mm)16
シャンク径D(Φmm)63
首下長L2(mm)75

モジュラーディスクスタイルリーマ用 ヘッド。貫通穴用ヘリカルフルート。公差H7の加工穴用
材質KCU05
刃形スパイラル
モジュラーディスクスタイルリーマ用 ヘッド。止まり穴用ストレートフルート。公差H7の加工穴用
材質KCU05
刃形スパイラル

ディスクスタイルリーマ 。貫通穴用ヘリカルフルート。公差H7の加工穴用
刃長l(mm)7.5
材質KCU05
刃形スパイラル
シャンクストレートシャンク
刃数Z6
ディスクスタイルリーマ 。止まり穴用ストレートフルート。公差H7の加工穴用
刃長l(mm)7.5
材質KCU05
刃形スパイラル
シャンクストレートシャンク
刃数Z6


高送り加工用。超ファインピッチカッターは耐熱合金の切り屑除去率を向上。シリンダーシャンク。12タイプ
全長L(mm)250
加工径ΦD(mm)14
最大切込深さ(mm)2.5
シャンク径D(Φmm)32
首下長L2(mm)70
最大加工径D(Φmm)32
刃数Z3
1個
¥59,980
税込¥65,978
8日以内出荷

高送り加工用。超ファインピッチカッターは耐熱合金の切り屑除去率を向上。スクリューオンタイプ。12タイプ
最大切込深さ(mm)2.5
首下長L2(mm)43
ねじサイズM16


高送り加工用。超ファインピッチカッターは耐熱合金の切り屑除去率を向上。シェルミル。09タイプ
全長L(mm)250
加工径ΦD(mm)19
最大切込深さ(mm)1.5
シャンク径D(Φmm)32
首下長L2(mm)70
最大加工径D(Φmm)32
刃数Z4
1個
¥64,980
税込¥71,478
8日以内出荷
高送り加工用。超ファインピッチカッターは耐熱合金の切り屑除去率を向上。シリンダーシャンク。09タイプ
最大切込深さ(mm)1.5

高送り加工用。超ファインピッチカッターは耐熱合金の切り屑除去率を向上。スクリューオンシャンク。09タイプ
最大切込深さ(mm)1.5
『切削工具』には他にこんなカテゴリがあります
切削工具 の新着商品






申し訳ありません。通信エラーのため受信申し込みに失敗しました。お得なメールマガジンを受信するにはメールマガジンの登録方法をご覧ください。