










四角い金属を加工するには
加工タイプ
加工のタイプごとに、様々な形状のカッターが用意されています。
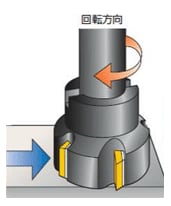
- 正面削り



- ソリッドエンドミル
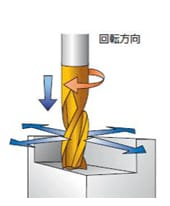

ミーリング加工とは複数の切刃の付いたカッターが回転してあらゆる方向に動きながら被削材(ワーク)を加工する方法です。ひとつひとつの切刃が各々切りくずを排出するので加工能率の極めて高い加工と言えます。ワーク面上を真直ぐ削る正面削りが最も一般的です。これに対してサイドカッターによる側面(側面と正面)ミーリングはカッターの回転軸がワークに平行、カッターの送り方向は、この回転軸に対して垂直な位置関係になります。エンドミルは正面削りと同様なのですがしばしば軸方向の負荷が大きくなります。エンドミルによっては穴あけ加工(ソリッドエンドミルセンターカットタイプ)をすることができます。ミーリング加工で最も一般的なのは正面加工ですがNC工作機によるならいミーリング加工が増加しています。
切削条件
切削速度はターニング(施削)やドリリング(穴あけ)の場合と同様に、主軸速度とカッター径とπ(3.14)を掛けたものを1000で割ることにより得られます。
 Dはカッター径、nは主軸回転数(カッター回転数)
Dはカッター径、nは主軸回転数(カッター回転数)
切り込みは工具の軸方向の切り込み量(切削量)
切削幅は正面のミーリング加工では、カッターのサイズとワークの位置関係が重要です。工具の選定では、ワークの加工幅とカッター径(D)が重要です。理想的にはカッター径はワーク幅より30%程度大きいものにし、また機械動力と剛性についても検討します。次に重要なのは、カッターに何枚のチップ(Zn)が付くかということです。それぞれの切刃が充分に切削に寄与していない場合ビビりが発生し、また多くの切刃が切削しているような場合は、機械動力が増加します。
最も一般的な送り範囲は0.1mmから0.4mm/刃です。
被削材硬度(ワーク硬度)が高く、面粗度要求が高い場合、送りを下げてください。ビビリ傾向があり、工具摩耗が大きい場合には、送りを上げることが必要になります。ミーリングカッターの刃数(Zn)をそれぞれの加工に合わせたものとする必要があります。