









旋削工具の選び方(ツーリング)
チップ選びのポイント
加工物をどの工具で削るか選択することをツーリング(Tooling)と言います。
その選択はどのように行うのか、基本となるポイントは次のようになります。
<両面チップを使う>裏と表が使えて得
ネガチップとも呼ぶ
 CNMG TNMG DNMG など
CNMG TNMG DNMG など
- 一般的に刃が強いと言うことは…
- 欠けにくい
- 切り込みを増やせる
- 送りを上げれる
例外として、片面チップを使う場合は、
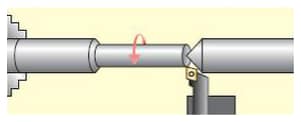
- 細い外径でビビる心配があるもの
- 20mmや30mmの径を加工する時
<片面チップを使う>切れ味が良いので仕上げに最適
ポジチップとも呼ぶ
 CCMT TCMT CPMX など
CCMT TCMT CPMX など
- 一般的に切れ味が良いと言うことは…
- ビビリにくい
- 綺麗に仕上げられる
- 寸法を出しやすい
例外として、両面チップを使う場合は、
- 大きい内径でビビる心配がないもの
- 25mm以上のボーリングバーを使う時
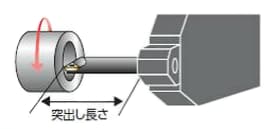
機械によって決まること
どんなサイズのバイトが取り付けられるか。 →
取り付けサイズが決まっているので、
それを確認します。
バイトのサイズが決まります。

最も一般的なサイズ
2525サイズ
高さ、幅は普通25mm
馬力が小さいか、大きいか、古いか、
新しいか、ガタがあるか、ないか →
切削条件を控え目にするか、バリバリ削れるかの加工条件が決まります。
(切り込み、送り、切削速度の条件を調整します)
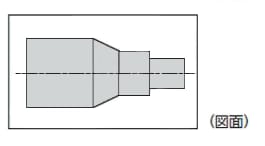
加工物の図面によって決まること
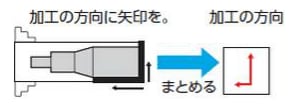
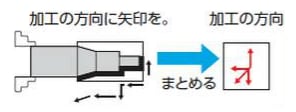
★形状から、加工の方向を考え、どのバイトが使えるかを検討します。
(A)加工の方向に矢印を付けます。
(B)その矢印をまとめます。(棒でかこむ)
(C)バイト加工方向一覧表の中からどのバイトが使えるか選びます。
↓

その矢印の方向に使えるバイトのタイプが決まります。
↓
★
●第1工程 荒加工/仕上加工
●第2工程 荒加工/仕上加工
※DCLN R/L、DWLN R/Lの場合
メーカーカタログには、加工方向が となっていますが引き上げ
となっていますが引き上げ の加工は基本的に可能です。
の加工は基本的に可能です。
★:DCLN R/LとDWLN R/Lが使えます
チップのサイズを考えます。
チップの大きさ(刃の長さ)は普通…
CNMGなら 1204XX
DNMGなら 1504XX
TNMGなら 1604XX
大きい加工物なら大きいチップ、小さい加工物なら小さいチップを使う。
↓
バイトのタイプが決まったらそれ用のチップタイプも決まります。チップは普通サイズの12を選びます。
CNMG 0903XX
1204XX
1606XX
1906XX
↓
これでバイトの型番が確定します。
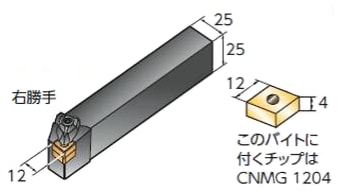
<答>
DCLNR2525M12 → 右勝手
加工作業を考えることで決まること
- 荒加工(仕上加工直前までの加工)には、荒加工用のブレーカーを選びます。
- 仕上加工には仕上加工用のブレーカーを選びます。
↓
荒加工:普通は0.8mmもしくは1.2(1.6)
仕上加工:普通は0.4mmもしくは0.8(1.2)
↓
<答>
荒加工:CNMG120408-××○○○
仕上加工:CNMG120404-××○○○ バイトは荒用、仕上用同じものを選定します。
加工物の材質によって決まること
この3種類の切削は、それぞれの切りくずの出かた(切りやすい、伸びる、バラバラ)や硬さの違いなどがあります。それぞれに適したチップブレーカーとチップ素材を選びます。(下表参照)
↓
| ブレーカー | チップ材種 | |||
|---|---|---|---|---|
| 鋼(P) | 中荒加工 | ○○ | ××× | CNMG120408-PM 4025 |
| 仕上加工 | ○○ | ××× | CNMG120404-PF 4025 | |
| ステンレス鋼(M) | 中荒加工 | ○○ | ××× | CNMG120408-MM 2025 |
| 仕上加工 | ○○ | ××× | CNMG120404-MF 2025 | |
| 鋳鉄(K) | 中荒加工 | ○○ | ××× | CNMG120408-KM 3025 |
| 仕上加工 | ○○ | ××× | CNMG120404-KF 3025 |
それぞれ最適切削条件を設定し切削する
チップケースに貼ってあるラベルには、ISOによる被削材の区分、適用領域、切削条件が記載されています。

A:被削材、適用領域、切削条件
=ISO P、中荒加工、平均的条件
- ap =切り込みmm/回転 第一推奨(範囲)
- fn =送りmm/回転 第一推奨(範囲)
- vc =切削速度m/分 第一推奨(範囲)
ラベルを見て、しっかり確認してください!