









被削材(ワーク)の分類
被削材(ワーク)の鉄鋼材料はISO(国際標準機構)規格で分類され、より解りやすく工具の材質選択ができるようになりました。
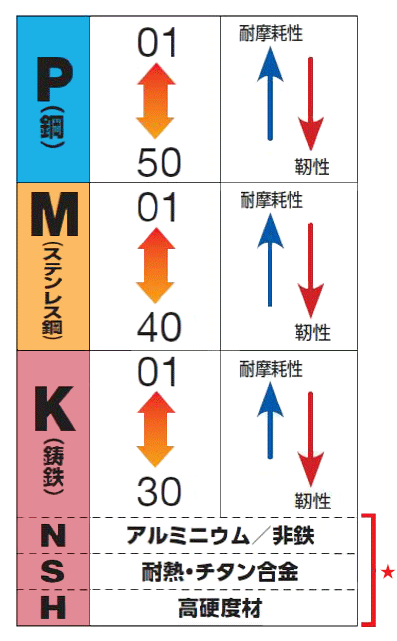
P鋼(はがね)
鋼(炭素鋼、低合金鋼、鋳鋼)およびマリアブル鋳鋼のような長い切りくずの出る材料。
Mステンレス鋼
ステンレス鋼(オーステナイト系ステンレス鋼、耐熱材、マンガン鋼、合金鋳鉄、フェライト/アルテンサイト、オーステナイト/フェライト)など。
K鋳鉄(いもの)
鋳鉄(マリアブル可鍛鋳鉄、ネズミ鋳鉄、ダグタイル鋳鉄)、焼入れ鋼およびアルミ、青銅、プラスチックなどのような非鉄材料など短い切りくずの出る材料。
★:
新しくアルミニウム/非鉄材がISOのN基準、耐熱合金・チタン合金がS基準、高硬度材がH基準として追加されています。
切削工具材種の選択(超硬、コーティング超硬、サーメット、セラミック、CBN、PCD)
チップの選択の基本はISO規格の「P」「M」「K」です。被削材(ワーク)の材質にあわせて、ブレーカーとチップ材種を選びます。
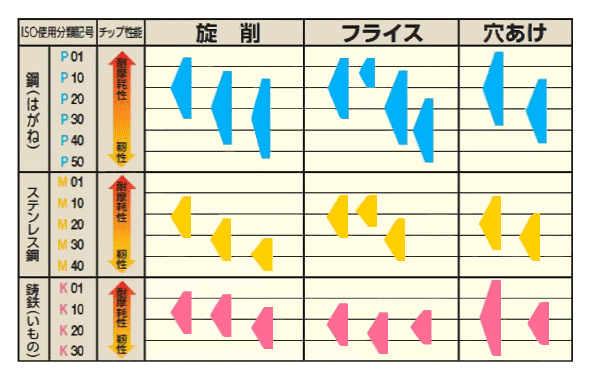
メーカーごとに表示の仕方は違っても意味は同じです。ホームベース型のとんがったところが、いちばんぴったりくるところ、幅は適応範囲を示しています。

P鋼(はがね)の加工の場合
鋼用のチップブレーカーとチップ材種を使います。

Mステンレス鋼の加工の場合
ステンレス鋼用のブレーカーとチップ材種を使います。

K鋳鉄(いもの)の加工の場合
鋳鉄(いもの)用のブレーカーとチップを使います。
ココミテvol.2より転載