



カテゴリ
絞り込み
刃径(ドリル径)(Φmm)
- 2(15)
- 3(19)
- 4(28)
- 4.5(14)
- 5(29)
- 5.5(10)
- 6(41)
- 6.5(10)
- 6.8(12)
- 7(20)
- 7.5(11)
- 7.8(10)
- 8(42)
- 9(19)
- 10(45)
- 12(44)
- 14(20)
- 16(34)
- 18(12)
- 20(28)
- 刃径(ドリル径)(Φmm)をもっと見る
シャンク径(Φmm)
- 0.25(1)
- 0.625(1)
- 3(17)
- 4(12)
- 5(9)
- 6(53)
- 7(6)
- 8(51)
- 08(1)
- 9(4)
- 10(55)
- 12(47)
- 12.7(1)
- 14(22)
- 16(38)
- 18(13)
- 20(29)
- 22(2)
- 25(5)
- W32(2)
- シャンク径(Φmm)をもっと見る
全長(mm)
- 38(10)
- 50(12)
- 57(24)
- 58(7)
- 60(8)
- 63(25)
- 64(7)
- 72(25)
- 73(11)
- 80(8)
- 83(24)
- 84(8)
- 92(16)
- 100(14)
- 104(15)
- 110(5)
- 121(5)
- 125(5)
- 130(5)
- 150(8)
- 全長(mm)をもっと見る
材質
- CBN焼結体(1)
- CVDコーティング(262)
- PVDコーティング(934)
- その他(67)
- エボナイト(2)
- サーメット(101)
- ステンレス(1)
- セラミックス(8)
- チタンコーティング(5)
- 超硬合金(1,006)
- 超高圧焼結体(47)
- 鋼(6)
溝長(mm)
- 10.8(2)
- 13.2(2)
- 14(2)
- 15.6(2)
- 17(3)
- 20(3)
- 29(7)
- 35(6)
- 40(3)
- 43(6)
- 49(4)
- 55(3)
- 56(4)
- 60(4)
- 71(3)
- 77(3)
- 80(5)
- 103(2)
- 140(2)
- 172(2)
- 溝長(mm)をもっと見る
表面処理
- PVDコーティング(10)
- その他(1)
- チタン系コーティング(3)
PVDコーティング・その他・チタン系コーティング
ブランド
- イスカル
- モノタロウ(154)
- タンガロイ(4,278)
- 三菱マテリアル(3,237)
- ワルター(2,778)
- 京セラ(2,732)
- エスコ(2,382)
- 住友電工ハードメタル(2,341)
- サンドビック(2,106)
- タイテックス(1,624)
- セコ・ツールズ・ジャパン(1,279)
- ケナメタル(1,150)
- 大見工業(1,064)
- MOLDINO(旧:三菱日立ツール)(1,042)
- グーリング(982)
- OSG(オーエスジー)(904)
- MSTコーポレーション(805)
- YAMAWA(ヤマワ/彌満和製作所)(785)
- BIG DAISHOWA(701)
- 岡崎精工(688)
- ブランドをもっと見る
エコロジープロダクト
 RoHS10物質対応(3,612)
RoHS10物質対応(3,612)
RoHS10物質対応
特価

突切加工用チップ GTN
イスカル(4件のレビュー)¥14,980~税込¥16,478~1箱(10個)当日出荷から翌日出荷厚さ(mm)3寸法W(mm)3.1(±0.1)コーナー半径(mm)0.2穴の形状-チップブレーカ片面RoHS指令(10物質対応)対応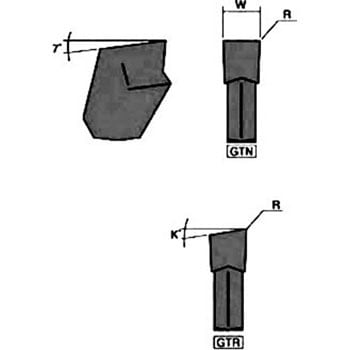
突切加工用チップ GTN
イスカル(2件のレビュー)¥9,998~税込¥10,998~1箱(10個)当日出荷から翌々日出荷厚さ(mm)2寸法W(mm)2.2(±0.1)寸法R(mm)0.16(±0.05)コーナー半径(mm)0.16穴の形状-チップブレーカ片面
突切加工用チップ GTR
イスカル(1件のレビュー)¥11,980~税込¥13,178~1箱(10個)当日出荷厚さ(mm)2.2寸法W(mm)2.2(±0.1)寸法R(mm)0.16コーナー半径(mm)0.16K(°)8穴の形状-チップブレーカ片面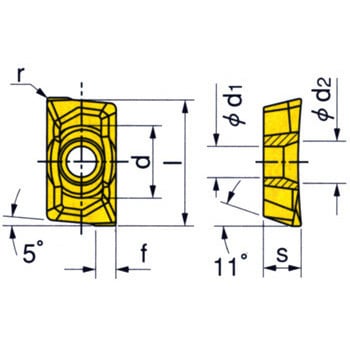
ヘリミルチップ APKT-PDR-HM
イスカル¥9,798~税込¥10,778~1箱(10個)当日出荷から4日以内出荷形状平行四辺形頂角85°厚さ(mm)3.55寸法d(mm)6.70切刃長さ(mm)8寸法r(mm)0.5寸法l(mm)10.50逃げ角(度)11寸法s(mm)3.47寸法d1(Φmm)2.85寸法d2(Φmm)4寸法f(mm)1.20コーナー半径(mm)0.3穴の形状一部円筒穴片面40°~60°チップブレーカ片面RoHS指令(10物質対応)対応
マルチマスター Tスロッターミーリングヘッド MM TS-H
イスカル¥16,980~税込¥18,678~1箱(2個)当日出荷から4日以内出荷刃先交換式エンドミルで同一サイズのホルダーで形状の異なる仕様ヘッドを装着する事で多種の加工が可能です。ヘッド交換が容易であり工具交換時間の短縮が可能です。用途T溝加工用。材種IC908RoHS指令(10物質対応)対応
チップ DCMT-SM
イスカル¥7,698~税込¥8,468~1箱(10個)当日出荷から30日以内出荷逃げ角(度)7穴の形状一部円筒穴片面40°~60°チップブレーカ片面形状ひし形55°厚さ許容差(mm)±0.13内接円許容差(mm)±0.05~±0.13穴の有無ありコーナー高さ許容差(mm)±0.08~±0.18
突っ切りチップ GTN3W
イスカル¥15,980~税込¥17,578~1箱(10個)当日出荷厚さ(mm)3寸法W(mm)3.1寸法R(mm)0.2コーナー半径(mm)0.2穴の形状-チップブレーカ片面突切加工用チップ GTN
イスカル¥12,980~税込¥14,278~1箱(10個)当日出荷から翌日出荷厚さ(mm)4寸法W(mm)4.1(±0.1)寸法R(mm)0.24(±0.05)コーナー半径(mm)0.24穴の形状-チップブレーカ片面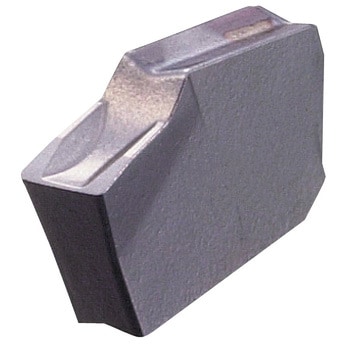
突切加工用チップ GTR
イスカル(1件のレビュー)¥18,980税込¥20,8781箱(10個)当日出荷(材質)。TiCNコーティング。中送り、高速加工切削域、炭素鋼、工具鋼、合金鋼、鋳鉄、可鍛鋳鉄用。材質IC354トラスコ品番145-6873厚さ(mm)3.1寸法W(mm)3.1寸法R(mm)0.2切削領域中高速加工コーナー半径(mm)0.2K(°)8穴の形状-チップブレーカ片面RoHS指令(10物質対応)対応
ヘリグリップ チップ GRIP
イスカル¥21,980~税込¥24,178~1箱(10個)当日出荷から9日以内出荷外径/内径用、溝入れ、突っ切り、端面加工用チップです。用途溝入れ、突っ切り、端面加工用。RoHS指令(10物質対応)対応
ヘリ2000 チップ HM90 APKT 1003
イスカル¥14,980税込¥16,4781箱(10個)当日出荷から翌々日出荷2コーナー使いヘリカル切刃チップです。用途フライス加工用。RoHS指令(10物質対応)対応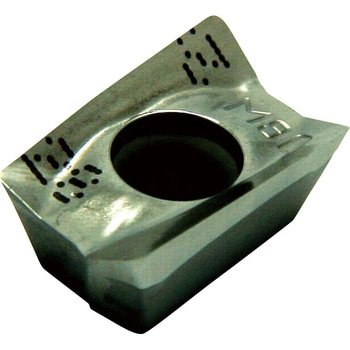
ヘリ2000 チップ HM90 ADCR1505PDFR-P
イスカル¥19,980税込¥21,9781箱(10個)当日出荷外周研削、超ハイポジ切れ刃チップです。用途アルミ・耐熱合金加工用。仕様刃先シャープトラスコ品番624-4831材質非鉄金属対応チップ(コーティングなし)
超硬ソリッドエンドミル MTECS-ISO
イスカル¥21,980~税込¥24,178~1本ほか当日出荷から29日以内出荷小内径のISOねじ切り加工用です。用途ねじ切り加工用。材種IC908RoHS指令(10物質対応)対応
超硬ソリッドエンドミル MTECI-A60
イスカル¥27,980~税込¥30,778~1本4日以内出荷から29日以内出荷内外径60°ねじ切り加工用です。用途ねじ切り加工用。RoHS指令(10物質対応)対応
超硬ソリッドエンドミル ECA-H3-CF
イスカル¥6,298~税込¥6,928~1本ほか翌々日出荷から29日以内出荷不等リード、不等ピッチのチャターフリータイプです。用途アルミ加工用。RoHS指令(10物質対応)対応
ミンカット ホルダー MIFHR
イスカル¥27,980~税込¥30,778~1本翌々日出荷から6日以内出荷端面溝・内径溝入れ・ぬすみ・ねじ切り加工用ホルダです。用途端面溝・内径溝入れ・ぬすみ・ねじ切り加工用。RoHS指令(10物質対応)対応







































...
『切削工具・研磨材』には他にこんなカテゴリがあります
- 切削工具
- 研磨材
