










遠心ポンプの実践講座
5-4 ポンプの省エネルギーの具体策
「インペラカット」は、図5-4-1に示すように、羽根車の外周を旋盤で加工して、羽根車直径をD1からD2のように小さくすることを言います。 軸動力の低下率は、正確には計算できないので経験値から想定します。「インペラカット」したときの性能変化の例を図5-4-2に示します。同じ全揚程において、軸動力は吐出し量の低下分に加え効率の上昇分低下します。同図では、インペラカット後、吐出し弁を絞ると、軸動力は点Aから点Bに低下します。
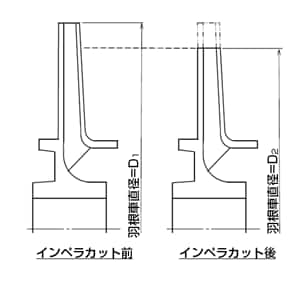
図5-4-1 インペラカット

図5-4-2 インペラカットの性能変化
「段抜き」は多段ポンプに対して適用できる方法で、羽根車を必要数抜き取ることを言います。抜き取った羽根車の替りにディスタンスピースを入れると、ポンプは支障なく運転することができます。例えば、5段のポンプの3段目及び4段目を「段抜き」すると、同じ吐出し量において全揚程及び軸動力は約60%に低下します。
直径が大きく出口幅が小さい羽根車にせざるを得ない、いわゆる低比速度ポンプにおいては、高効率を達成できたとは言えない状況にあります。その理由として、低比速度ポンプでは、漏れ損失が大きい、円板摩擦損失が大きい、及び羽根車の一体鋳造が難しいという問題が挙げられます。 これらの問題に対応するために、API 65では、樹脂材料のウェアリング及び溶接形の羽根車を認めています。
図5-4-3に示すように、ウェアリングに樹脂材料を使用して、羽根車との半径すき間を現状の半分まで小さくします。こうすることによって、ウェアリング部から漏れてポンプ効率を下げる原因になる環流量を低減して、図5-4-4に示すように、ポンプ効率を向上させることができます。 また同時に、全揚程も上昇するので、全揚程の上昇が不要なときは、羽根車外周をインペラカットすることによって、ポンプ軸動力を更に低減できます。この方法は、特に低比速度ポンプや小形ポンプに効果があります。このように対策した場合の電気料金の低減額を1 kWh=12円と仮定して図5-4-5に参考として示します。
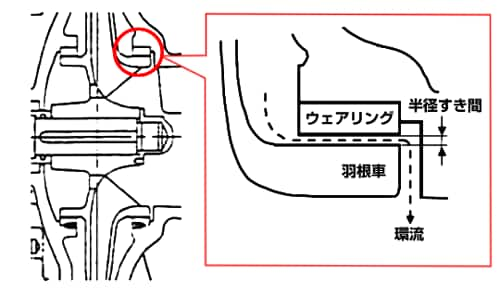
図5-4-3 ウェアリング部の半径すき間

図5-4-4 性能変化
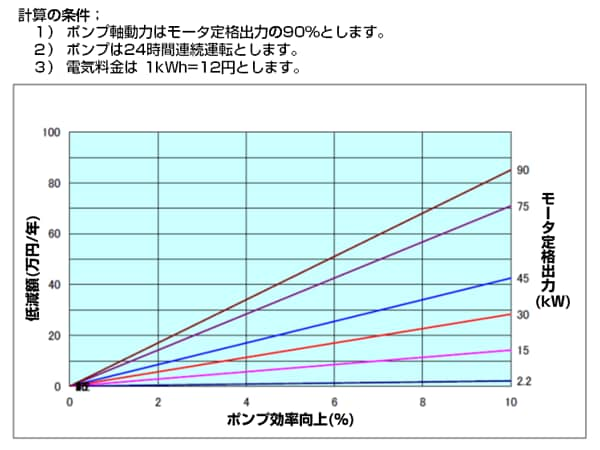
図5-4-5 電気料金の低減額
溶接形の羽根車は、低比速度ポンプでクローズド形羽根車の場合に適用されることがあり、翼間の通液路をミーリング加工し、別に製作した側板を羽根車の翼に溶接してクローズド形羽根車を一体に完成させます。このように製作することによって、寸法精度の向上、面粗さ悪化の解消及び鋳造性の問題を解消できます。
インバータによる制御をした場合、図5-4-6に示すように、吐出し量及び全揚程の低下とともに、ポンプの軸動力も低下します。
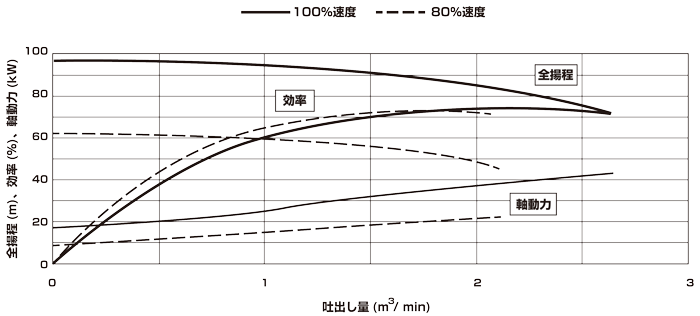
図5-4-6 インバータによる制御
『遠心ポンプの実践講座』の目次
第1章 ポンプの仕様
-
1-1ポンプを発注するときに必要になる仕様ポンプを発注するに当たり、どのような仕様が必要になるのでしょうか。
-
1-2ポンプ液の基本特性ここでは、ポンプ液の基本特性の主なものを取り上げて説明します。
-
1-3スラリーが混入するポンプ液ここでいうスラリーとは、摩耗させる成分のことをいいます。スラリーが混入する液の場合、摩耗に対して強い構造のポンプを選定します。
-
1-4高温のポンプ液ポンプの液が低温であれば、液が気化しないように注意します。
-
1-5ポンプの材料ポンプは圧力容器の一つなので、圧力に耐える材料にする必要があります。
第2章 ポンプの構成部品と役割
-
2-1ポンプを構成する部品遠心ポンプの主要な構成部品は、ケーシング、羽根車、主軸、軸受及び軸封です。
-
2-2ポンプのケーシングボリュート形状ケーシングには吸込口及び吐出し口があり、吸込口から液を取り込み、吐出し口から液を送り出す役割があります。
-
2-3ポンプのケーシングによるラジアルスラストケーシングのボリュート形状によって、羽根車に作用するラジアルスラストが変わるのですが、それでは、どのようにしてラジアルスラストが分かるので
-
2-4ポンプのケーシングガスケットポンプは言うまでもありませんが、圧力容器の1つです。
-
2-5ポンプの羽根車形式羽根車は主軸に固定された回転体の1つで、主軸と一体で回転します。そして、その回転によってポンプの液にエネルギーを与えます。
-
2-6ポンプの羽根車によるアキシャルスラストポンプの運転中には、羽根車に半径方向に作用するラジアルスラストの他に、軸方向にアキシャルスラストが作用します。
-
2-7ポンプのライナリングとインペラリングライナリングはケーシングに取り付けられているリングで、インペラリングは羽根車に取り付けられているリングです。
-
2-8ポンプに使うグランドパッキングランドパッキンは、グランドパッキンと主軸の冷却及び潤滑のために、図2-8-1に示すように、フラッシング液を漏らしながら使用されます。
-
2-9ポンプに使うメカニカルシールメカニカルシールもグランドパッキンと同様に、摺動部の冷却及び潤滑のために、フラッシング液が必要になります。
-
2-10ポンプの軸受ハウジングと付属部品軸受ハウジングは、羽根車などの回転体の静的荷重と振動による動的荷重、羽根車に作用するラジアルスラストとアキシャルスラストなどを間接的に支え
-
2-11ポンプのラジアル軸受とアキシャル軸受軸受はポンプが発生する荷重を支えるために必要になり、主軸及び軸受ハウジングに取り付けられます。
-
2-12ポンプの軸受潤滑方式軸受の潤滑方式には、表2-12-1に示すように、グリス密封、グリス、オイルバス、オイルミスト、強制給油があります。
-
2-13ポンプのオリフィスポンプそのものに付く部品ではないのですが、流量を調整するためにオリフィスという部品があります。
-
2-14ポンプに使うサイクロンセパレータ研磨後の廃液に溜まった研磨粉の回収、食品の製造過程における原材料の分級、微粒子の分級及び分離、排ガスから発生した汚染物質の除去などに使用さ
第3章 ポンプの据付けと試運転
-
3-1ポンプによる基礎の荷重ポンプから基礎にどのぐらいの荷重がかかるのでしょうか。その前にまず、どのような荷重があるのか考えてみます。
-
3-2ポンプに作用する配管荷重による基礎の荷重次は、「3-1 ポンプによる基礎の荷重、表3-1-1 ポンプの基礎荷重」にある配管荷重及び配管モーメントについて説明します。
-
3-3ポンプの据付け超大形のポンプやモータでない限り、ポンプとモータは図3-3-1に示すように、共通ベースに取り付けられた状態で現地に到着します。
-
3-4ポンプの始動ポンプの据付けが完了しても、ポンプは始動できるわけではありません。始動する前に、横軸ポンプはポンプ内及び吸込配管内にある空気をすべて抜く必要
-
3-5ポンプの回転方向の確認ポンプ内及び吸込配管内の空気抜きが終わり、ポンプの運転に必要になる冷却水などのユーティリティの供給を開始すれば、ポンプは始動できる状態にあります
第4章 ポンプの運転
-
4-1ポンプの減速運転省エネルギーのために、ポンプはインバータやベルトを使って減速運転されることがあります。
-
4-2ポンプの増速運転ポンプの駆動機が三相交流モータの場合、モータのスリップがないときのモータの同期速度Ncyは、電源の周波数をf、モータの極数をPとすると、Ncy=120
-
4-3密閉管路内のポンプ運転ポンプが密閉管路の装置内で運転されている場合、液の温度上昇はどうなるのでしょうか。
-
4-4ポンプへの空気の侵入防止ポンプや配管の内圧が大気圧力より低い場合、ポンプや配管内に空気が外部から侵入することがあります。
-
4-5空気を含んだポンプの運転ポンプや配管内に空気が外部から侵入しないとしても、パルプ液や復水などのように、液そのものに空気が混入している場合はどうしたらよいでしょう
-
4-6ポンプ吸込側のレジューサポンプや配管内に空気が外部から侵入しない対策、及び液そのものに空気が混入している場合の対策は必要なのですが、これらに加え、吸込配管内の上部
-
4-7ポンプ吸込渦と初生キャビテーションポンプと配管の設置スペースの関係で、ポンプの吸込口に曲管が付いていることがあります。ポンプの吸込口直前に曲管が付いていると、図4-7-1に示すよ
-
4-8ポンプの並列運転ポンプを2台以上使って、並列に設置して同時に運転する場合を並列運転と呼びます。ここでは、同じ性能のポンプを2台使った並列運転について説明します
-
4-9ポンプの直列運転ポンプを2台以上使って、並列に設置して同時に運転する場合を並列運転と呼びます。ここでは、同じ性能のポンプを2台使った並列運転について説明し
-
4-10ポンプのウォーミングと冷却水少しの時間も送液を止められない重要なポンプでは、予備機を設けると安心です。2台のポンプを並列で設置して、どちらか一方のポンプを運転します。
第5章 ポンプの保守点検と省エネルギー
-
5-1ポンプの点検日常、ポンプの状態を点検することは重要なのですが、ポンプの台数が多いと大変です。
-
5-2ポンプの修理、改造および取替え安価な汎用ポンプでない限り、ポンプは何度も修理して使用し続けます。
-
5-3ポンプの省エネルギーの着眼点ポンプに限りませんが、省エネルギーと言うとインバータと言われるほどインバータが普及しています。
-
5-4ポンプの省エネルギーの具体策「インペラカット」は、図5-4-1に示すように、羽根車の外周を旋盤で加工して、羽根車直径をD1からD2のように小さくすることを言います。
第6章 ポンプのトラブルと対策
-
6-1ポンプトラブルの分類と原因分析ポンプでは予期しなくとも残念ながらトラブルが発生します。
-
6-2ポンプトラブルの技術的原因ポンプを設計して製造するためには、設計技術、製造技術、購入技術、検査技術は必要ですが、顧客との窓口になる営業技術も大切です。
-
6-3ポンプトラブルの人的原因技術的原因では、技術者が関与した技術を主体として原因を挙げています。
-
6-4ポンプトラブルの経済的原因国内では昔、ポンプの売上げは経済成長率並みで、伸びは緩やかだが落ち込みはないと言われていました。
-
6-5ポンプトラブルを減らすためのアプローチ家庭電化製品などでは、機器にトラブルが起こると、どのように対応したらよいか取扱説明書などに記載されています。
-
6-6ポンプトラブルを減らすための日常の対応ポンプメーカの技術者は、日常煩雑な業務に当たっていると思います。そして、トラブルはある日突然に予告なく襲ってきます。